2k-os formák
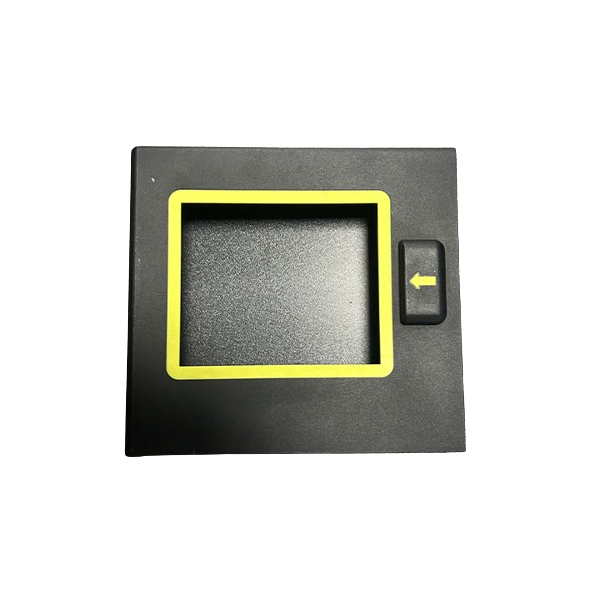
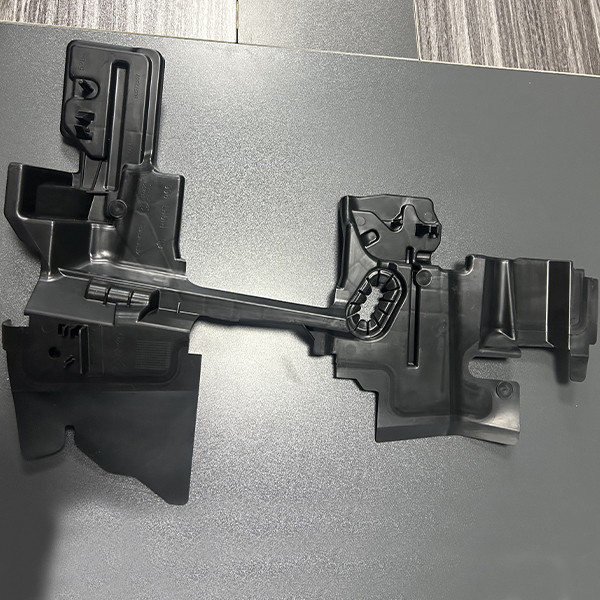
A 2K-s formák, más néven kétkomponensű vagy kétkomponensű formák, speciális formák, amelyeket fröccsöntési folyamatokban használnak műanyag alkatrészek előállítására két különböző anyagból vagy színből egyetlen műveletben. Ezek a formák lehetővé teszik összetett alkatrészek létrehozását több jellemzővel vagy jellemzővel anélkül, hogy másodlagos összeszerelési folyamatokra lenne szükség.
Formamérnökeink gazdag formatervezési és mérnöki tapasztalattal rendelkeznek a 2k-os formák terén.
Válasszon minket megbízható, innovatív és költséghatékony formagyártási megoldásokért 2K formaprojektjeihez!